Modern quality control cannot be imagined without laser diffraction for fast, reliable particle size determination: in the food, building materials and chemical industries, as well as for incoming and outgoing inspection of raw materials whose particle size is essential for the processability of the material or for the quality of the end product. Or for controlling individual process steps where the size distribution of intermediate products is determined.
Measuring principle
The underlying principle of laser diffraction is very simple: Diffraction, respectively scattering of light on a particle produces behind the particle an angle-dependent intensity distribution, which consists of a ring system with light and dark areas. Depending on the particle size, the intervals of the light and dark areas vary, whereas the small particles generate large ring intervals and large particles lead to intensity distributions with closely bordering rings. With the aid of the Mie-theory the distances of the rings can be exactly calculated, whereas with sufficiently large particle diameters the so called Fraunhofer-approximation can be utilized.
Practical realization
The ANALYSETTE 22 NeXT works with only one laser and does not require an additional light source for backward scattering. Therefore, it captures the entire measuring range with a single image. This makes your work significantly faster - if necessary, you can perform more measurements in the same time. And you can watch live how the measurement result develops.
Compared to comparable instruments of other manufacturers, the ANALYSETTE 22 NeXT captures a significantly increased scattering angle range, because the measuring cell is arranged at an angle to the laser beam. This makes the decisive difference especially in the fine range.
Thanks to its ultramodern electronics, the core of which are extremely fast, high-resolution converters, the ANALYSETTE 22 NeXT acquires the signals of all detector elements simultaneously. Thus, it always delivers the entire scattered light distribution at exactly the same time and transmits it to the software several hundred times per second.
Dispersing parameters
For most samples, wet dispersion offers the ideal form of preparation for particle size measurement. Here the sample material is fed into a closed liquid circuit and continuously transported through a measuring cell. Depending on the material, the typical concentration is in the range of hundredths to tenths of a percent by volume.
Variable dispersion possibilities
Therefore, the flexibility of the dispersion possibilities is of central importance for modern laser particle sizers. For example, the wet dispersion unit of the newest model of the ANALYSETTE 22 from FRITSCH GmbH, the ANALYSETTE 22 NeXT, offers the possibility to control the pump speed as well as to work with and without ultrasound.
Through the cleverly reduced construction and a solid, robust technology, the dispersion unit of the ANALYSETTE 22 NeXT is especially durable and practically maintenance-free.
The complete omission of valves and movable seals in the sample circuit ensures, for example, that no dead spaces are created and that no sample material can accumulate and settle. And the level is measured contact-free with the aid of an ultrasonic sensor. Without contamination. Without wear. If samples are frequently measured which tend to agglomerate, the ANALYSETTE 22 NeXT can be additionally equipped with a powerful ultrasonic box which is simply inserted into the sample circulation. It allows an even finer adjustment of the wet dispersion to the respective sample and works extremely quietly with less than 45 dB.
Furthermore, a variable liquid volume between 150 ml and 500 ml can be selected. All parts in the sample circuit that come into contact with the dispersion medium are made of high-quality stainless steel 316L, PTFE, FFKM, FEP, FKM, BK7 glass and silicone and are suitable for benzene, alcohol and many organic solvents as suspension liquid.
Conclusion
With the completely revised ANALYSETTE 22 NeXT you choose according to your requirements: The ANALYSETTE 22 NeXT Micro with a measuring range of 0.5 - 1500 μm for all common measurement tasks or the high-end instrument ANALYSETTE 22 NeXT Nano with an extra wide measuring range of 0.01 - 3800 μm for highest accuracy and sensitivity for smallest particles with additional detector system.
Ensure all decisive advantages with the model that fits your needs: especially easy operation and cleaning, short analysis times, reliably reproducible results and the acquisition of additional parameters such as temperature and pH value during wet dispersion. State-of-the-art technology at an unbeatable price. Cleverly made!
Measuring examples
Illustration 1 shows as a measuring example the cumulative curve for three different dairy products. For this, a small amount of the sample material was added to the liquid closed loop and treated for a set time with ultrasound. Clearly distinguishable is that the finest particles are that of the homogenized milk, whereas the cream shows substantially larger droplets of fat.
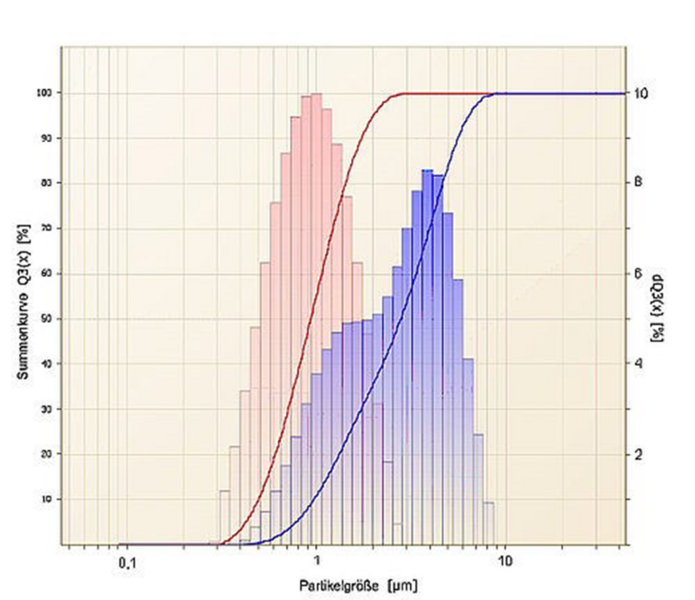
Particle size distribution of homogenized milk (red) and cream (blue) measured with the ANALYSETTE 22 NeXT.
Measuring chocolate
A second example shows the measuring of four different types of chocolate samples, two milk chocolates and two brands with a very high cocoa content. Here the milk chocolate shows the clearly larger particle size diameters and further the more expensive product (black) shows a somewhat finer particle size distribution than the less expensive milk chocolate, which is expressed in a somewhat softer mouthfeel. Also, with the bitter chocolate a clear difference becomes evident: a chocolate with 99% cocoa content (red) is again clearly finer than a chocolate with 70% cocoa content.
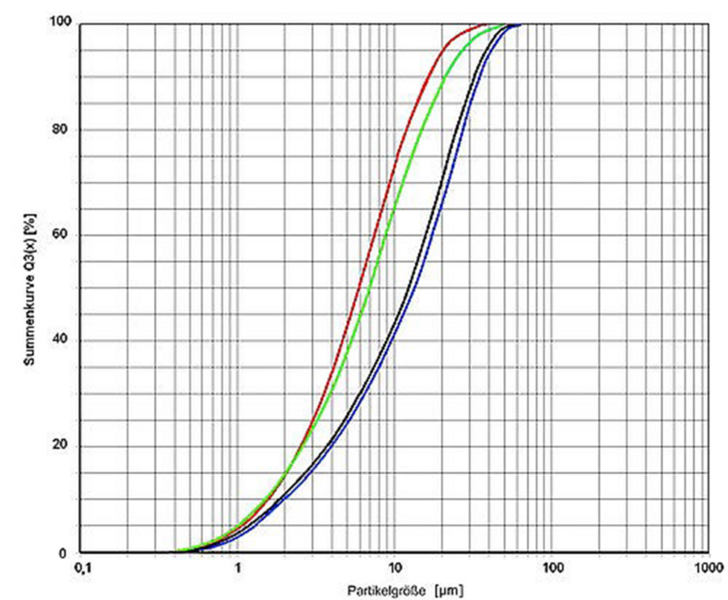
Illustration 2: Measured cumulative curves of four different kinds of chocolate with an ANALYSETTE 22 NeXT. Important when measuring chocolate is the utilization of a suitable solvent, otherwise the measuring cells quickly become soiled and the reproducibility of the measurement clearly suffers.
-
Download the FRITSCH-report as PDF file
Laser particle size measuring instruments for the determination of particle size distributions

FRITSCH GmbH - Milling and Sizing
55743 Idar-Oberstein